Produktbeschreibung


| Modell | Worktablegrö ß E (mm) | Worktablearbeitsweg (mm) | Max. Ausschnittstä Rke (mm) | Aufbereiten des Kegelzapfens | Max. Eingabegewicht (Kilogramm) | Hauptmaschinengewicht (Kilogramm) |
| DK7720 | 250x320 | 200x250 | 200 | 6° /80mm | 100 | 800 |
| DK7725 | 270x420 | 250x320 | 400 | 6° /80mm | 200 | 1200 |
| DK7732 | 380x600 | 320x400 | 400 | 6° /80mm | 300 | 140 |
| DK7740 | 410x710 | 400x500 | 400 | 6° /80mm | 450 | 1600 |
| DK7745 | 500x750 | 450x550 | 400 | 6° /80mm | 450 | 1650 |
| DK7755 | 596x880 | 550x650 | 500 | 6° /80mm | 800 | 2500 |
| DK7763 | 790x1260 | 630x1000 | 600 | 6° /80mm | 1000 | 3500 |
| DK7780 | 900x1500 | 800x1200 | 600 | 6° /80mm | 1500 | 5500 |
| DK77100 | 1010x1500 | 1000x1200 | 600 | 6° /80mm | 1500 | 5600 |
| DK77120 | 1300x1900 | 1200x1600 | 600 | 6° /80mm | 4000 | 10000 |

- Wahlweise freigestellter Zweiachsen- oder Viermittellinie hybrider Steppermotor
2. Vier-Mittellinie erhö Hen hybrider Motor effektiv die Eigenschaften der dynamischen Resonanz der groß En Schwingenmaschine, um die Genauigkeit eines groß En Kegelzapfenausschnitts sicherzustellen
3. Das Spraywasser, zum der Molybdä Ndrahtneigung, im Ausschnittprozeß Zu folgen, um glatten Chip-Abbau sicherzustellen, ist zur Stabilitä T des groß En Kegelzapfenaufbereitens fö Rderlich
4. Durch die Werkzeugmaschinenteile der Aushä Rtung, hat Wä Rmebehandlung und die wirkungsvolle, hoch entwickelte Folgeverarbeitung, die Montage, die Maschine herstellend eine gute Genauigkeit und die Genauigkeit, zum der Eigenschaften beizubehalten
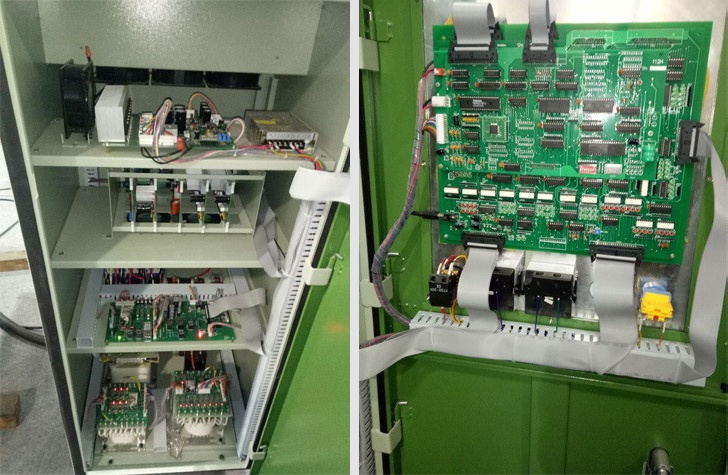
5. Elektrisches Steuerteil des Nichtenergie Widerstands, kein Transformator, also erhitzt der Schrank nicht, die ganze Energie werden verwendet fü R Ausschnitt und verzö Gern groß Die Aushä Rtung der Bauteile, ist zum langfristigen schnellen Ausschnitt fö Rderlich
6. Schmale Impulsbreite, hohe aktuelle Eigenschaften der Hochfrequenzstromversorgung, Drahtfö Rderanlage fü R die glatten Eigenschaften der Maschine und die verschiedenen Teile der Geldstrafenaufbereiten und -montageeigenschaften, um dem den Ausschnitt der Oberflä Chenbeschaffenheit des Werkstü Ckes sicherzustellen
7. Der Gebrauch von durchgehendem konstantem aktuellem Hochfrequenzspannungsausschnittprozeß , die Spannung und das aktuelle Negativ effektiv vermeiden, das groß Den Verlust des Molybdä Ndrahts verringert, Technologie des konstanten Bargeldes Quell, um die Anwendung der Energie zu erhö Hen, verringern Leistungsaufnahme
8. Der erfinderische Spitzenstrom, der Methode und Technologie, sogar im hohen aktuellen Ausschnitt begrenzt, traf den Ausschnittkurzschluß An, wegen des Spitzenstroms ist begrenzt, es bricht nicht den Draht, dadurch erheblich erverringert erverringert die Kinetik des unterbrochenen Drahts
9. V-axis verbessern wahlweise freigestellte lineare Fü Hrung, Kugelschraube, die Qualitä T des Kegelzapfenaufbereitens
FAQ
Q: Sind Sie Handelsfirma oder Hersteller?
A: Wir sind Fabrik
Q. Konnten Ihre Ingenieure zu unserer Fabrik gehen, die Maschine zu installieren und unsere Arbeitskrä Fte auszubilden?
A: Ja konnten unsere Ingenieure zu Ihrer Fabrik gehen und Sie unterstü Tzen
Q: Was ist Ihre Garantie?
A: Ein Jahr nach Versand, sind Verbrauchsmaterialien nicht enthalten
Q: Was ist Ihre Zahlungsbedingung?
A: L/C oder T/T vor Versand
Beschreibung
Elektrische Einleitung-Maschine (EDM), Sterben-sinkendes EDM, auch genannt Kammertypen EDM oder Datenträ Ger EDM, besteht einer Elektrode und aus einem Werkstü Ck, die in eine isolierende Flü Ssigkeit wie, gewö Hnlich, in Ö L oder, kleiner hä Ufig, in andere dielektrische Flü Ssigkeiten eingetaucht werden. Die Elektrode und das Werkstü Ck werden an eine geeignete Stromversorgung angeschlossen. Die Stromversorgung legt ein elektrisches Potenzial zwischen den zwei Teilen fest. Da die Elektrode dem Werkstü Ck sich nä Hert, tritt dielektrischer Durchschlag in der Flü Ssigkeit auf und bildet einen Plasmakanal und Sprü Nge eines kleine Funkens
Diese Funken schlagen normalerweise einzeln, weil es sehr unwahrscheinlich ist, dass verschiedene Standorte im Inter-electrodeplatz die identischen lokalen elektrischen Eigenschaften haben, die einen Funken aktivieren wü Rden, in all diesen Standorten gleichzeitig aufzutreten. Diese Funken geschehen in den groß En Anzahlen an den scheinbar gelegentlichen Standorten zwischen der Elektrode und dem Werkstü Ck. Wä Hrend das Grundmetall abgefressen wird und die Lö Tfunkenstrecke nachfolgend vergrö ß Ert, wird die Elektrode automatisch durch die Maschine gesenkt, damit der Prozess ununterbrochenes fortsetzen kann. Mehrerees hundert tausend Funken treten pro Sekunde auf, wenn der tatsä Chliche Arbeitszyklus sorgfä Ltig durch die Installationsparameter gesteuert ist. Diese Steuerschleifen bekannt manchmal wie „rechtzeitig“ und „weg von der Zeit“. Die an Zeiteinstellung stellt die Lä Nge oder die Dauer des Funkens fest. Folglich produziert ein lä Ngeres rechtzeitig eine tiefere Kammer fü R diesen Funken und alle nachfolgenden Funken fü R diese Schleife und erstellt ein raueres Ende auf dem Werkstü Ck. Die Rü Ckseite ist fü R ein kü Rzeres rechtzeitig zutreffend. Weg von der Zeit ist der Zeitabschnitt, den ein Funken durch andere ersetzt wird. Ein lä Ngeres weg von der Zeit z. B. Lä Sst das Leeren der dielektrischen Flü Ssigkeit durch eine Dü Se den abgefressenen Rü Ckstand heraus sä Ubern, dadurch esvermeidet esvermeidet einen Kurzschluss. Diese Einstellungen kö Nnen in den Mikrosekunden aufrechterhalten werden. Die typische Werkstü Ckgeometrie ist eine komplizierte Form 3D, hä Ufig mit den kleinen oder ungeraden geformten Winkeln. Vertikale, Augenhö Hlen-, vectorial, Richtungs-, schraubenartige, konische, Rotations-, Drehbeschleunigung- und Bewegungsbearbeitungschleifen werden auch verwendet
Hauptmerkmale
- Komplizierte Formen, die anders schwierig, mit herkö Mmlichen Ausschnitthilfsmitteln zu produzieren sein wü Rden
- Extrem hartes Material, zum von Toleranzen sehr zu schließ En
- Sehr kleine Arbeit bessert aus, wo herkö Mmliche Ausschnitthilfsmittel das Teil vom ü Berschü Ssigen Ausschnitthilfsmitteldruck schä Digen kö Nnen
- Es gibt keinen direkten Kontakt zwischen Hilfsmittel und Arbeitsstü Ck. Folglich empfindliche Kapitel und schwache Materialien kö Nnen ohne irgendeine Verzerrung maschinell bearbeitet werden
- Ein gutes Oberflä Chenende kann erreicht werden
- sehr feine Lö Cher kö Nnen gebohrt werden

Bedingung
| Felder | Gerä T | 340P |
| X Arbeitsweg | mm | 450 |
| Y-Arbeitsweg | mm | 350 |
| Z-Arbeitsweg | mm | 210 |
| Ausschnitt-Genauigkeit | " | 45 |
| Max. Elektroden-Gewicht | Kilogramm | 180 |
| Max. Werkstü Ck-Gewicht | Kilogramm | 1200 |
| Max. Werkstü Ck | mm | 1030*650*500 |
| Dielektrische Flü Ssigkeits-Hydrauliktank | mm | 900*500*350 |
| Max. Electric Bargeld | A | 75 |
| Stromversorgung | V | AC200V-440V |
| Zugefü Hrte Energie | KVA | 6 |
| Min. RECHTZEITIG | μ S | 1 |
| Min. WEG von der ZEIT | μ S | 1 |
| Maximum-Arbeitsgeschwindigkeit | mm/min | 420 |
| Beste Oberflä Chenprä Zision | μ MRa | 0.02 |
| Min. Elektroden-Abnü Tzung-Kinetik | % | < 0.3 |
| Maschineneinheit-Abmessungen (W x D x H) | mm | 1400*1000*425 |
| Maschineneinheit-Gewicht | Kilogramm | 1500 |



